

各具特色的切削液




福斯公司关于机床导轨油与水基切削液兼容性的试验
导轨润滑剂广泛用于机床加工,人们在使用中已习惯于单独地评价导轨油及切削液在各自系统中的表现。而实际上至少是在目前,这两者根本无法完全分开,因为大多数的导轨系统采用全损耗的方式进行润滑,导轨油将进入切削液;同时,即使是设计良好的机床,切削液也很难完全避免进入到导轨表面,如通过高压喷射产生的汽雾,飞溅的液滴或其它途径。
这意味着,如果两者的兼容性不佳,便会导致诸如导轨面出现斑渍或腐蚀、导轨运行不畅、电能消耗增加、磨损加剧;切削液浓度不真实、加工性能降低、气味变重、防腐蚀性能降低,稳定性降低等问题的出现。
为此,福斯公司对其RENEP系列导轨油及ECOCOOL系列切削液(类型包括乳化/半合成/全合成)进行了大量试验与现场跟踪,研究结果显示出导轨油与加工冷却液之间的相容与冲突,并表明这两者间的关系将会在多大程度上影响机床导轨。这一研究同时也促使RENEP系列的导轨油能够在使用水基切削液的机床上获得更优表现。
根据福斯方面的实践与分析,在众多互相影响的因素中,导轨油针对切削液的抗乳化性,切削液在导轨油影响下浓度、pH值、电导率及硫化物含量的变化成为主要方面。以下介绍一项试验,其可用于检验导轨油与加工冷却液间的相容性。
先将80%的导轨油与20%的切削液(通常试样浓度为推荐用于铣加工的浓度,约在3-5%之间)在一定条件下充分混合,观察该混合物放置1小时、1天、1周后的状态。在评价相容性时,取1小时及1天的结果,分别用ND,1H,ND,24H表示,评判标准如下:
1分两相完全分离
2分两相几乎完全分离,有很少量的混合相
3分导轨油相与混合相,无切削液相
4分导轨油相、切削液相、混合相、导轨油相与混合相分别>30 Vol.%
5分混合相与切削液相,无导轨油相
6分不分层,全部是混合相
再以各50%的比例混合导轨油与切削液,提取混合24小时后的切削液相(没有切削液相则提取混合相),用NV表示其数值与新鲜切削液相应值的差异,评判标准如下:

最后,用NZ来综合ND,1H,ND,24H,NV的影响,评价一个导轨油与一个切削液的相容性,根据分析与验证,NZ值按下式计算:
NZ=ΣNV×0.75+(ND,1H+ND,24H×1.5)/2.5
其中NV,ND,1H,ND,24H是指其对应的分数。
NZ最大值为12,表示相容性极差;最小值为1,表示兼容性极佳。
NZ=1-4:很好/良好的相容性;
NZ>6:极差的相容性/存在相容性问题。
由于对导轨油抵抗切削液乳化的要求较高,建议对DIN 51599的试验方法改进后做一个补充试验,各取相等的规定数量的导轨油与所用切削液,按照方法要求进行试验,如各相能在1个小时内完全分离说明相容性较好。

图1:导轨润滑剂广泛用于机床加工
不同制造商、不同加工的机床在导轨系统及切削液系统的设计结构及工艺参数上都不一样,因此对导轨油与切削液的相容性需求也不一样。而在实际生产中,加工材质及加工要求、使用环境、对机床的维护情况如何都会影响导轨系统的运行。因此,预先对导轨油及切削液的相容性进行评价,对于消除将来可能产生的风险而言,相当必要而有效。
图2:有必要预先对导轨油及切削液的相容性进行评价
积架200A剃齿切削油配方
针对剃齿切削工艺的特点,剃齿切削油的各成份组成的初步确定颇有讲究。首先,在基础油的选择方面,如果选择矿物油,其中,芳烃基油易于产生腐蚀,刺激皮肤;石蜡基油粘温性能好,来源也广泛,相对容易购买;若是环烷基油,其溶解性能优良,但是价格较高,国内的资源也相对较少。综合考虑原料的易购性及使用性、经济性,可选择石蜡基基础油HVI150,这也是考虑到剃齿加工属于精加工范畴,合适的黏度对增强油膜强度有益。
其次,在添加剂的选择上有以下7种。
1.极压添加剂
理论上极压添加剂要达到分解温度才起作用,不同类型极压添加剂的分解温度不同,其作用的温度范围也各有不同(图3),根据剃齿切削加工区域的温度状况而采用添加剂复配出相对应的添加剂起作用的温度曲线,即可达到预期的润滑效果。
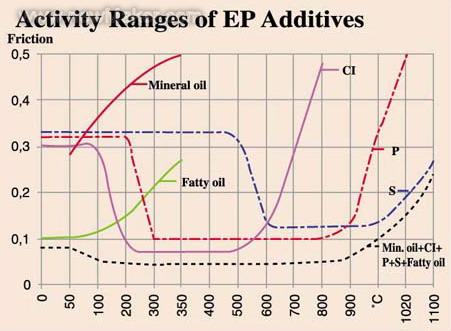
图3:添加剂起作用的温度范围
2.油性添加剂
油性添加剂作用在金属加工中温度不高和负荷不重的部位,比如刀后面与工件表面间的相互运动,既可减少摩擦力,同时又能改善加工表面的光洁度。其主要包含动植物油和合成酯等种类,动植物油的润滑性好,其缺点则是碘值高容易腐败;而合成酯则既有良好润滑性又兼具碘值低的优点,是理想的油性剂原料。
3.氯化添加剂
在金属切削加工过程中,最有效且最具价格优势的金属切削加工油添加剂是氯化石蜡,其具有优异的极压性能。通常是在金属加工过程中,一方面氯化石蜡在高压和微量湿气影响下分解,与金属表面反应形成可划动的金属氯化物膜;另一方面,其可借助杂氯原子的亲和力形成高压稳定的吸附层。
在加工速度低和温度适中时,吸附层显现出优异的润滑性,但其润滑性会随着加工温度的提高和速度的增加而降低。中碳链和长碳链氯化石蜡不受国际93/21EEC环保法规限制,因此目前仍作为极压抗磨剂广泛应用于金属加工液中。
4.磷化合物
在适中应力条件下,有机磷化合物作为抗磨添加剂的操作效果很好。其中某些化合物是高效的FZG助促进剂。大多数这类添加剂是中性和酸性磷酸酯衍生物,及其金属盐或胺盐。由于这类化合物中的酸式化合物是最活泼的一种化合物,因而反应活性随中和度而降低。基于磷系添加剂添加量少,多会选择进口的中性磷酸酯类添加剂。
5.硫系添加剂
硫型极压添加剂是金属加工油中最重要的一类化合物。从原理上,可将硫分为活性硫和非活性硫2种。不活泼型含二硫化物桥(X=2)为主,具有只在高温下才反应的比较稳定的C-S键,要求在较高温度释放出硫,更能与非铁金属相兼容,并显示出一定的耐磨性能。X在3~5之间的活泼型要活泼得多,因为比较不稳定的多硫化物桥的硫即使在低温下也易于得到,要求在比较低的温度下就能释放出硫与金属反应并起作用。活性硫和非活性硫的合理搭配不仅可以得到好的加工效果,还可以有效加强寿命。
6.抗氧添加剂
润滑剂老化的典型特徵是变色和特性焦臭,使用抗氧剂可明显延缓这一老化过程。抗氧剂分为酚类、胺类、有机磷、硫类等。通过对酚类和胺类抗氧剂的复配,经积架石油化工有限公司自行设计的加热试验验证,其可有效延长产品寿命。
7.防锈添加剂
加工后的工件需进行下一工序的加工,在车间或半成品仓库作短期存放,这些表面有一层金属加工液膜的工件应有短期防锈效能,不应在进行再加工前产生锈蚀。考虑到防锈时间不长,并且防锈添加剂与极压剂存在竞争吸附的情况,所以选择石油磺酸盐。
表一 J-200A配方
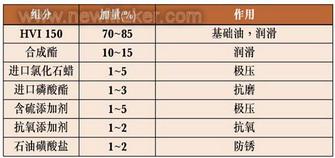
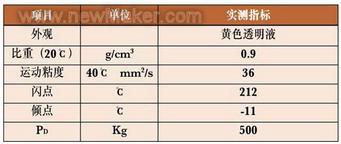
综合上述分析,最后确定积架J-200A剃齿切削油配方如表一所示,检测结果见表二。
表二 J-200A检测指标
国内某大型齿轮厂在剃齿机上使用积架剃齿切削油J-200A,对不锈钢齿轮进行剃齿加工,客户反映加工效果良好,剃齿后的精度完全满足需求。目前该油品已使用两年以上,以其润滑性好、加工工件表面光洁度高获得客户认可。
绿色环保的微量切削润滑技术
微量切削润滑技术是将压缩气体与极微量润滑液混合汽化后,喷射到加工区,从而对刀具和工件之间的加工部位实施有效的润滑。此法所使用的润滑液用量非常少(一般为0.03~0.2L/h),而一台典型的加工中心在进行湿切削时,切削液用量往往高达20~100L/min。
MQL技术只要使用得当,加工后的刀具、工件和切屑都是干燥的,这避免了后期的处理,清洁干净的切屑经压缩后还能够回收使用,完全不污染环境,故又称之为准干式切削。
目前,微量切削润滑技术的加工对象主要用于在铸铁、钢和铝合金上进行锯切、铣面以及各种精密行业的数控加工。美国ACCU-LUBE公司可提供运用于各类金属加工用植物切削油和准干式切削用的微量润滑系统。
近几年来,德国对微量切削润滑装置的年需求量每年都在15,000套上下,而且这一巿场还将进一步扩大。可见,微量切削润滑与新型刀具的结合使用方兴未艾。预计在未来两三年内,德国制造的加工中心中将有5%会采用微量切削润滑与润滑性涂层刀具相结合的技术,以取代冲刷式冷却。
日本的雅仕达公司已将润滑系统集成在主轴中,其流量由CNC过程控制,该单元在6.5s的时间内可钻削10个直径8mm、中心距为20mm的孔,每小时使用一杯润滑油,且大部分被蒸发,切屑中的切削液含量显著降低,从而也大幅节省了相关处理费用。
在许多金属加工中,润滑剂中的添加剂、微生物和其它成份雾化后也同样可能被操作者吸入体内,从而危害呼吸系统、消化系统,甚至可能致癌。此外,油雾还会在厂房上部形成一层粘附物,给日常保养带来麻烦。因此,对不同加工方法所造成的空气油雾微粒浓度展开研究,十分必要。
从环保角度看,传统浇注法与微量切削润滑所造成的空气中油雾微粒浓度是不同的。美国Cicinati大学和Techsolve.Inc公司联合展开研究,对微量切削润滑和冲刷式切削下产生的空气油雾微粒浓度进行对比实验,在Tongil TNV-80CNC立式加工中心上分别以11ml/min和6.5l/min的用量对AISI/SAE 4340钢件进行了钻削和铣削。
结果表明,在较低的切削速度和金属切除率下,钻削时微量切削润滑法造成的空气中油雾微粒生成率(每分钟产生的微粒量)是传统浇注法的340~3300倍;在铣削时则是其100~140倍。在较高速度及金属切除率下,这个比值会更大。
微量切削润滑能大幅减少“刀具-工件”和“刀具-切屑”之间的摩擦,抑制温升、降低刀具磨损、防止粘连并改善工件加工质量,在提高工效的同时又减轻了对环境的污染。而且,相比传统浇注切削方式,微量切削润滑还能明显减少切削液的用量,避免了废液的处理,降低了加工成本(包括切削液的购买费用、储存费用及废液处理费用等),而且在某些条件下能获得相等甚至更好的加工性能。
欧海DIAGRIND 535/15磨削油
德国欧海公司的磨削油DIAGRIND 535/15,在原料上采用了目前比较先进的合成型基础油:氢化裂解油。与通常矿物油类产品相比,该基础油不含任何不饱和烃和芳香烃化合物—这些物质不仅使产品非常不稳定且容易老化,还会危及相关人员的身体健康。
同时,DIAGRIND 535/15含有25~30%的添加剂,其中包括耐极压添加剂、润滑改良剂、抗磨添加剂、抗氧化剂和抗汽化剂等30种原料,全方位确保了产品的加工性能和使用寿命。
从使用寿命这个角度来看,矿物油类产品的寿命约1年,DIAGRIND 535在正常使用情况下3年内无需更换,只需要正常添加。3年后,欧海方面将每年提供一次免费的产品检测,以确定产品是否能够继续使用。据德国欧海公司的经验,该产品的实际使用寿命(经验值)约为5年。
至于损耗量方面,相比矿物油类产品而言,DIAGRIND 535在相近的闪点下拥有更低的粘度(粘度仅为矿物油类产品一半)。故其在加工过程中磨削油被工件带走的数量便很少,较矿物油类产品的损耗量减低了约20~30%。
值得一提的是,由于氢化裂解油具有相当高的纯度和稳定性,使得DIAGRIND 535的粘度不易受到温度波动的影响,这确保了加工过程能在一个非常稳定的条件下进行,确保产品品质如一。而且,得益于氢化裂解油的纯度与稳定性,磨削油不会腐蚀机床内的表面涂层、塑胶管道、橡胶件和密封件。
虽然在价格上,DIAGRIND 535/15高出一般矿物油类产品约一倍,但鉴于其更低的消耗量(减少20~30%)和更长的使用寿命(延至2~3倍),其综合成本比矿物油类产品低出约30~50%(未计入加工效率、砂轮的损耗、以及更换和处理油品的费用),显示出较优的性价比。
更多资讯,欢迎扫描下方二维码关注中国润滑油信息网微信公众号(sinolub)









-
作为世界500强,加拿大石油拥有丰厚的油砂矿资源,经营着世界上最大的基础油精炼厂之一,调配并包装生产出多种润滑油成品。
-
南京东沛国际贸易集团有限公司(DU-HOPE INTERNATIONAL GROUP)是一家成立于1978年的专业外贸企业,注册资金3900万元。
-
北京龙润凯达石化产品有限公司成立于2001年,是中国北方地区润滑油基础油销售量最大的贸易企业。









《中华人民共和国增值电信业务经营许可证》编号:粤B2-20050302号
服务热线:0754-88650988 在线服务QQ:619128006 润滑油商机信息群:③:50693127 ④:65958932

